威力重工—冲床、液压冲床生产厂家
威力重工—冲床、液压冲床生产厂家

快速导轨式200吨液压冲床精度如何调整?
快速导轨式200吨液压冲床精度如何调整?
很多人采购液压冲床就是看该设备的能够实现快速高效冲孔作业,带有导轨式的液压冲床冲孔精度更高,一般冲孔精度主要取决于冲床本身的几何精度和模具的精度,由于模具的间隙对冲孔零件的精度非常大,一般间隙取0.05到0.1倍的板材厚度,那么冲9毫米孔精度在0.10左右。对于快速导轨式200吨液压冲床来说,精度的好坏将直接影响着冲压成品的精度,由此可见对于200吨液压冲床在使用加工前对其精度调整的重要性。
冲床是使用一组模具,加工作业时需要这组模具进行正确的关系运动。冲床正确的关系运动程就是冲床的精度,冲床精度实际主要体现在:一、平行度,二、垂直度,三、总间隙。模具的关系运动不正确,除降低产品精确度及缩短模具寿命之外,还将导致模具不易装配,不能使用精密的模具,而且会产生激烈的振动噪音。

200吨液压冲床加工生产完成
快速导轨式200吨液压冲床静态精度检测项目如下:
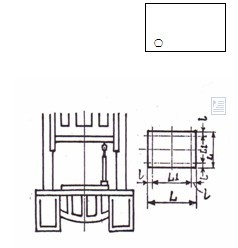
1、冲床工作台面上面与滑块下面的真直度
2、滑块下面和台面上面之间的平行度
3、滑块上下运动和台面上面的垂直度
4、模柄孔和滑块下面之直角度
5、连结部上下的总合间隙
冲床精度对冲压件产品的影响运转精度与冲床各部分的刚性有直接相关,刚性好的冲床运转精度相对较高。
冲床如有载重,结构及其他受压构造部会变形。因此静态精度会恶化,即可说动态精度正是真正的精度。
在现代冲压作业中,如果只有高精密、寿命长的模具,而没有高精度的冲床和优质的冲压材料搭配,是无法实现高精密冲压制程。冲床的精度和刚性对模具寿命的影响很大,同样一副模具在不同精度的冲床上显示出不同的性能和使用寿命。
动态精度与快速导轨式200吨液压冲床各部分的刚性直接相关,刚性好的冲床动态精度相对较高。实际冲压加工中很重要的动态精度,由于制定规格在技术上有困难,所以尚未整合制定,现状是以静态精度来代表冲床之精度。
提搞快速导轨式200吨液压冲床精度的方法:
1、滑块和导轨精度。滑块是冲床的直接做工部件,一般选用铸钢整体铸造,或许选用铸造钢材铣削加工制造。滑块和导轨的精度是一个整体,开式冲床一般为两条导轨,导轨选用V型和矩形,v型导轨也称四面导轨,导轨有四块接触面。矩形导轨也称六面导轨,导轨有六块接触面。全部的导轨平面均运用导轨磨床进行精密研磨,在设备过程中运用杠杆外表进行测量,并做刮研处理来保证其合作精度。闭式冲床一般为四条导轨,一般选用直角型导轨。影响滑块和导轨精度的首要原由于机加精度和设备工艺。
2、滑块平衡设备。快速导轨式200吨液压冲床在进行加工时滑块下落,做功结束后会遭到模具的反效果力,反效果力和导轨精度过失会使得滑块工作轨迹发作纤细的改动。加装滑块平衡设备后,可以使得滑块和导轨坚持平行工作。
3、滑块底面和作业台精度。滑块底面设备模具上模,作业台设备下模和其他送料下料配备。两处作业台质料均为铸钢质料或许铸造钢板制成。铸造结束后首要运用铣床进行铣削加工,然后运用平面磨床进行研磨,保证其精度。设备时需求运用仪器进行测量,发现过失及时刮研来进行调整。
4、快速导轨式200吨液压冲床设备环境和减震基脚。大吨位冲床、精密冲床、高速冲床在设备的时分需求铸造防震坑来设备,不同的冲床根据其设备孔销的方位进行浇筑。小型冲床一般选用防震基脚进行设备。

100吨快速液压冲床

200吨闭式导轨液压冲床
快速导轨式200吨液压冲床精度检验表:
| 项次 | 测 量 项 目 | |||||
| 1 | 滑块底面与下工作台上之平行度. |
JIS1 级: 0.080 容许差=0.03 + L (㎜) 1000 |
||||
 |
测量长度 | 容 许 值 | 测 定 值 | |||
|
左右方向: L= 2000mm |
0.190mm |
0.095mm |
||||
|
前后方向: L= 760mm |
0.091mm |
0.065mm |
||||
|
项次 |
测 量 项 目 |
|
||||
|
2 |
滑块上下运动时与下工作台面之垂直度. |
JIS1 级: 0.01 容许差=0.02 + L(mm) 100 |
||||
|
测量长度 |
容 许 值 |
测 定 值 |
|||
|
左右方向: L= 200mm |
0.040mm |
0.025mm |
||||
|
前后方向: L= 200mm |
0.040mm |
0.025mm |
||||
| 3 |
运动机构上下之总合间隙. |
JIS1 级: 250噸以下之沖床,容許0.70㎜以內 |
||||
 |
测定压力 |
容 许 值 |
测 定 值 |
|||
|
连动机构上下间隙,使用平衡器压力由0增至 5kg/cm2. |
0.70 mm |
0.55mm |
||||
|
4 |
机台噪音值 |
机台前1米量测 |
72 dB |
72 dB |
||
本文由:液压冲床厂家 收集整理