威力重工—冲床、液压冲床生产厂家
威力重工—冲床、液压冲床生产厂家

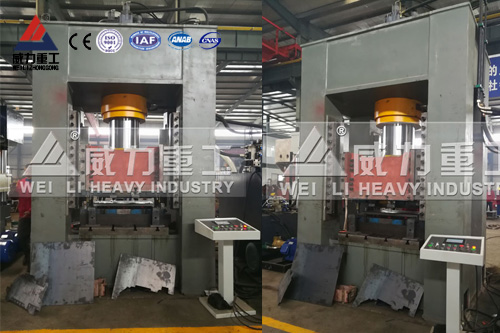
400吨框架式薄板拉伸液压冲床压力机冲压工序?
400吨框架式薄板拉伸液压冲床压力机冲压工序?
薄板冲压成型工序有多种形式,其中第一道工序就是分离工序,即主要是使坯料一份与另一部分沿着一定的轮廓线相互分离的工艺,一般分为四种,也就是我们常见的框架式液压冲床压力机的基本用途,冲孔、落料、切断、整形。这里山东威力重工以400吨框架式薄板拉伸液压冲床压力机为例,简单介绍下这些的基本特点。采购定做欢迎致电咨询张经理18306370898(可加微信)

1、落料与冲孔(也称冲裁):使坯料按封闭的轮廓分离的工序
基本过程:冲裁是利用凸模与凹模刃口的作用,使板料产生分离
(1)、冲裁时经历弹性变形、塑性变形、断裂分离三个阶段
(2)、冲裁件断面上存在圆角带、光亮带喝断裂带
(3)、冲裁件质量一般不高,其粗糙度一般为Ra12.5,尺寸精度一般IT10.
2、修整:利用修整模沿冲裁件的外圆或者内孔刮去一层薄薄的切屑。以提高冲裁件的加工精度和断面光洁度的冲压方法。
3、切断:使板料沿不封闭轮廓分离的工序
第二道工序为:变形工序。使坯料的一份相对于令部分生产位移或者不破裂的工序
1、弯曲:使坯料的一部分相对于另一部分弯曲成型一定角度的工艺
2、拉伸:把平板毛坯变为开口的空心工件的工序
3、翻边:将制件的孔边缘或者外边缘转成竖立或一定角度的直边工艺

冲压成型工艺过程
400吨框架式薄板拉伸液压冲床压力机是一种多种智能化的机器设备,可以完成冲压工序所有功能,一般威力可以根据客户工艺需求设计定制,加工工序不同使用液压机的型号吨位不同,实现的工艺也不同,当然对于的价格也不同,采购定制找正规薄板拉伸液压冲床压力机厂家,山东威力重工值得推荐,欢迎致电咨询张经理18306370898(可加微信)
本文由:冲床厂家 搜集整理
本文由:冲床厂家 搜集整理