威力重工—冲床、液压冲床生产厂家
威力重工—冲床、液压冲床生产厂家

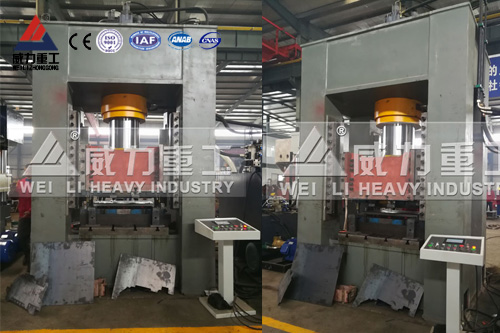
两台C型100吨液压冲床客户车间调试中
C型100吨液压冲床为开式结构,方便进出料,是客户前几天刚从公司采购,用于某机泵的配件生产,具有精度高、速度快、操作方便等优点。该设备还可适用于板料的冲裁、弯曲、翻边、薄板拉伸、精冲、金属零件的冷挤压工艺。C型100吨液压冲床采用导轨式结构方便调整,确保滑块平行稳定,可以使用各种高精度模具。C型结构,给操作者以三面空间,更加方便取放料,大大提升冲压效率。可根据客户的工艺要求,选配伺服数控系统。目前该设备已经送到客户车间,公司安排的调试人员也正在现场为客户调试机器。

C型100吨液压冲床在使用之前都是需要进行安装和调试的,那么在刚开始,C型100吨液压冲床的安装和调试应该如何进行呢?
1、在组装前,首先去除安装连接画、导轨和各运动面上的防锈涂料,做好各部件外表清洁工作,然后准备好连接所需的各类连接零件、螺钉、连接工具等。把各部件组装成整机,如将立柱、数控柜、电气柜装在床身上,刀库机械手装到立柱上,在床身上装上接长床身等等。
2、组装时要注意连接面的清洁光整、使原来的定位元件(定位销、定位块等)对号入座,以利于下—步精度凋试。
3、部件组装后即进行电缆、油管和气管的连接。C型100吨液压冲床随机资料中一般都有电气接线图、液压管路图、气路图等,根据这些资料把有关电缆和管路按标记一一接好。
4、C型100吨液压冲床连按时要特别注意清洁工作和性接触及密封,并检查有无松动和损坏。电缆接头插座—定要紧固螺钉。油管、气管连接中要特别注意防止异物从接口中进入管路,每个接头都要拧紧,防止各接头处渗漏。
5、电缆和油管连接完毕后,做好各管线的就位固定。防护罩壳的安装,应整个的外观质量。然后把机床各配套附件安装到位,如主轴恒温油箱、冷却水箱、排屑器等。
6、按C型100吨液压冲床说明书要求给机床润滑油箱、润滑点灌注规定的油液和油脂,擦净各导轨及滑动面上的防锈油,并涂上一层干净的润滑油。清洗液压油箱内腔油池和过滤器,灌入规定标的液压油(灌入的液压油事先要经过过滤),接通气源。

100吨C型液压冲床客户车间调试
C型100吨液压冲床的操作规程:
1、C型100吨液压冲床工必须经过学习,掌握冲床的结构、性能,熟悉操作规程并取得操作许可方可独立操作。冲床应专人使用严禁其他人员操作。
2、车间上班时应正确穿戴劳保用品。
3、正确使用冲床上安全保护和控制装置,不得任意拆动。
4、工作前清除工作场地防碍操作的物件。,检查C型100吨液压冲床各传动、连接、润滑等部位及防护保险装置是否正常,装模具螺钉必须牢固,不得移动。检查冲床运动部分(如导轨、轴承等)是否加注了润滑油。冲床在工作前应作空运转1-3分钟,飞轮运转是否平稳,检查离合器、制动器等控制装置的灵活性,确认正常后方可使用,不得带病运转。
5、C型100吨液压冲床在运转时,严禁将手伸入滑块区内,调整或修理机床时,必须关掉电源,挂“禁止操作”警示牌,需要点动或开动时,要通知每一个工作者,否则,不允许开动。
6、必须核定冲裁力,严禁超负荷运作。
7、先关闭电源,等冲床运动部分停止运转后,方可开始安装并调整模具。若刀口磨损到毛刺超标前,应及时修磨刀口。
8、模具时要紧牢固,上、下模对正,保证位置正确,安装调整完毕后,用手搬转冲床试冲(空车),确保在模具处于良好情况下工作。
9、模具安装必须牢固可靠。调整用合高度时采用手动或动的方法,逐步进行,在确认调好之前,禁止连车。
10、开动C型100吨液压冲床前,其他人离开冲床工作区,拿走工作台上的杂物,方可启动电源。
11、C型100吨液压冲床开动后,由一人进行送料及冲冲操作,其他人不得按动电键或脚踩脚踏开关板,并不能将手放入冲床工作区或用手触动冲床的运动部分。单次冲压时,脚不准经常放在脚踏板上,每冲一次踏一次后,立即离开脚踏板,严防事故。
12、一般禁止二人以上同时操作冲床。若需要时,必须有专人指挥并负责脚踏装置的操作。两人以上共同操作时,负责搬(踏)闸者,必须注意送料人的动作,严禁一面取件,一面搬(踏)闸。

冲压成型产品
13、C型100吨液压冲床取动时或运转冲制中,操作者站立要恰当,手和头部应与冲床保持一定的距离,并时刻注意冲头动作,操作时要思想集中,严禁边谈边做,要互相配合,确保安全操作。
14、冲制短小工件时,应用专门工具,不得用手直接送料或取件。冲制或长体零件时,应设制安全托料架或采取其它安全措施,以免掘伤。
15、工作中身体任何部分严禁进行模具范围进料卸料应有专门工具。
16、禁止夹层进料冲压,必须清除前冲次冲件或余料后才可进行第二次进料。
17、必须定时检查模具安装情况,如有松动或滑移应及时调整。
18、发现C型100吨液压冲床有异常声音和机构失灵,应立即关闭电源开关进行检查。
19、拆卸模具时,必须在合模状态下进行。
20、爱护冲压设备、冲模、工具、量具和仪器。工作完毕及时停车,切断电源后,应将模具和C型100吨液压冲床床擦试干净,整理就绪。
21、工作结束时,擦拭C型100吨液压冲床。根据生产批量采取合理的套裁方法,先下大料,后下小料,尽量提高材料的利用率。